What if a “properly torqued” fastener is the weakest link in flight?
In high-tension aerospace assemblies, torque is not just a number on a certificate-it is the controlled gateway to clamp load, joint integrity, fatigue resistance, and safety margins.
Calibrating torque wrenches for these applications demands more than an annual check; it requires traceable standards, controlled environmental conditions, correct loading technique, and verification across the tool’s working range.
This guide explains how to calibrate torque wrenches with the precision aerospace assemblies require, helping reduce under-torque, over-torque, joint relaxation, and costly nonconformance.
What Torque Calibration Means for High-Tension Aerospace Fastener Integrity
Torque calibration is the controlled verification that a torque wrench applies the specified force within an accepted tolerance. In high-tension aerospace assemblies, that tolerance directly affects bolt preload, clamp load, fatigue resistance, and joint security. A wrench that reads correctly on the handle but applies too much or too little torque can create a hidden failure point.
In practice, this matters most on critical joints such as engine mounts, landing gear components, flight control brackets, and structural fastener stacks. For example, if a technician torques a titanium fastener with an out-of-calibration wrench, the assembly may pass visual inspection but still suffer from reduced preload or thread damage. That is why many aerospace maintenance facilities use certified torque analyzers such as Snap-on TechAngle tools or digital calibration systems from Mountz and Norbar.
Good torque calibration supports more than compliance. It helps control maintenance cost, reduce rework, protect expensive aerospace fasteners, and support traceability during audits. The calibration record should normally show:
- Tool serial number and calibration date
- Measured torque values across the working range
- Pass/fail status against the required standard
A useful real-world habit is checking torque wrenches before high-value work, not only at the annual calibration interval. If a wrench has been dropped, overloaded, or stored under tension, it should be removed from service and verified before use. Small errors become expensive fast in aerospace assembly.
Step-by-Step Torque Wrench Calibration Procedure for Aerospace Assemblies
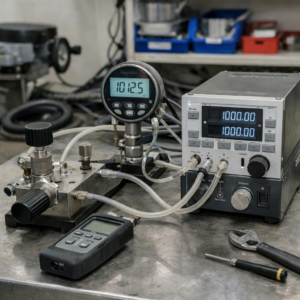
Start by verifying that the torque wrench, calibration device, and work area are stable at room temperature. For aerospace torque calibration, use a certified torque tester such as the Mountz EZ-TorQ or a traceable digital torque analyzer with current ISO 6789 or AS9100 documentation.
Clean the wrench drive, inspect the ratchet head, and check for obvious damage before testing. A wrench used on high-tension aerospace fasteners, such as titanium engine mount bolts, should never be calibrated if the handle is bent, the click mechanism feels rough, or the scale does not return to zero.
- Set the wrench to 20%, 60%, and 100% of its rated torque range.
- Apply torque slowly and smoothly in the same direction used during assembly.
- Record at least three readings at each test point before making adjustments.
If the readings fall outside the manufacturer’s tolerance, adjust the internal spring or calibration screw according to the service manual. Do not “chase” the number with fast pulls; in real shops, rushed loading is one of the most common reasons torque wrench calibration services reject otherwise good tools.
After adjustment, repeat the full test sequence and document the final readings, serial number, technician name, calibration date, and next due date. For flight-critical assemblies, attach a calibration label and store the certificate with the maintenance record, because audit traceability is just as important as the torque value itself.
Common Calibration Errors That Compromise Aerospace Torque Accuracy
One of the most costly mistakes in aerospace torque calibration is using the wrench at the wrong point in its operating range. A torque wrench that is only checked at full scale may still be inaccurate at the lower settings used on avionics racks, fuel system clamps, or composite panel fasteners. For critical assemblies, calibration should verify multiple points across the working range, not just a convenient high value.
Another common issue is poor setup alignment on the torque tester. If the wrench is angled, side-loaded, or pulled too quickly, the reading can look acceptable while the actual applied torque is off. In practice, I’ve seen digital torque wrenches pass a quick bench check but fail once tested on a properly aligned transducer system such as a Mountz TorqueMate or similar torque calibration device.
- Ignoring temperature and storage conditions: torque tools stored near heat, chemicals, or humidity can drift faster than expected.
- Using expired calibration certificates: aerospace quality audits often flag tools that are technically functional but outside their calibration interval.
- Skipping “as-found” readings: without them, you cannot know whether previous aircraft assembly work may need review.
Operator technique is another hidden source of error. Fast pulls, jerky motion, or gripping outside the marked handle area can change results, especially on click-type torque wrenches. A good calibration service or in-house metrology lab should document the applied method, measurement uncertainty, calibration cost, traceability to standards, and whether adjustment was required before returning the tool to production.
Summary of Recommendations
For high-tension aerospace assemblies, torque wrench calibration is not a routine checkbox-it is a control point for joint integrity, repeatability, and airworthiness. Use calibration intervals based on risk, usage frequency, and criticality, not convenience alone. When tolerances are tight or fastener failure carries severe consequences, choose accredited calibration, documented uncertainty, and tools matched to the actual torque range used in production.
The practical decision is simple: if a wrench cannot prove accuracy under traceable conditions, it should not be trusted on flight-critical hardware. Precision begins before the first fastener is tightened.